

Le procédé de soudage TIG qui signifie en fait Tungsten Inert Gas consiste à chauffer le métal avec une électrode en tungstène. Pendant ce temps, c’est un gaz de protection, l’argon le plus fréquemment, qui protège le bain de fusion des impuretés qui se trouvent en suspension dans l’air. En utilisant cette technique de soudure, vous obtenez des soudures de très haute qualité sur la plupart des matériaux comme le laiton, l’acier, le chromoly, le cuivre, le magnésium, le bronze, les alliages de nickel, l’or, l’acier inoxydable ou l’aluminium. Il faudra avant de démarrer apprendre à connaitre et à maîtriser votre poste à souder TIG.
Réglez votre poste à souder TIG
L’équipement :
Avant de débuter les réglages, il faudra vous équiper correctement. Mettez votre équipement de sécurité qui comprend : des lunettes de protection (en cas de meulage), des vêtements de soudeur épais et résistant au feu, des gants de qualité, des manchettes de protection, des chaussures de sécurité, renforcées et un masque de soudeur avec protection oculaire.
À lire également : Travaux : comment se protéger et travailler en toute sécurité ?
Branchez votre torche TIG :

Il faut maintenant assembler votre torche TIG. Celle-ci est composée d’une buse céramique pour diriger l’argon, d’un manchon en cuivre pour tenir l’électrode et d’un système de refroidissement. Fixez la torche grâce à l’adaptateur à l’avant de votre poste à souder tig.

Branchez la pédale au poste

La pédale vous offre la possibilité de contrôler la température durant les opérations de soudage.
Sélectionnez la polarité
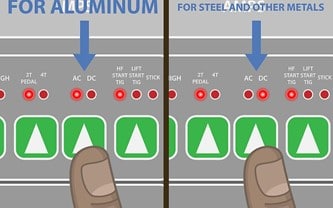
Vous allez régler la polarité de votre poste à souder en fonction de la nature du métal que vous devez souder. Pour des pièces en aluminium, vous placerez le poste en courant alternatif (AC). En revanche, si les pièces sont en acier ou dans d’autres métaux, le sélecteur sera positionné sur le réglage DC, courant continu ou en polarité directe.
Si vous disposez d’un système haute fréquence, il faut régler la fréquence. Pour l’acier la position sera sur haute fréquence au démarrage et pour l’aluminium sur haute fréquence continue.
Affutez l’électrode en tungstène
La dimension de l’électrode dépendra de l’épaisseur de la pièce que vous soudez, mais également du courant de soudage. Meulez votre électrode radialement autour de la circonférence, mais jamais directement vers les extrémités.
Employez une pierre ponce pour l’affûter et pour une sécurité optimale, travaillez en orientant l’électrode dans la même direction que celle de la pierre.
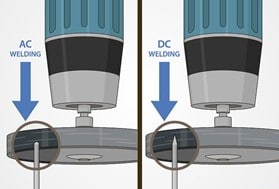
Pour l’aluminium et le soudage AC (alternatif), l’extrémité de l’électrode aura la forme d’une boule. Pour l’acier et les autres métaux et le soudage DC (continu), son extrémité sera pointue.
Pour les soudures bout à bout ou les soudures d’angle, affutez l’électrode afin d’obtenir une tige de 2 à 8 millimètres environ.
Réglez le débit de gaz

Vous utilisez du gaz argon pur ou du gaz argon mélangé avec l’hélium par exemple.
Le débit est réglé grâce au manomètre, celui-ci peut changer en fonction de votre projet, habituellement il est situé entre 4 et 12 litres par minute.
Voici comment procéder :
- Ouvrez la bouteille en enlevant le capuchon en plastique.
- Purgez le corps fileté de la vanne en l’ouvrant et en la fermant très vite, cela permet d’évacuer les corps étrangers.
- Serrez la vis du régulateur. Vissez l’écrou à fond en tournant le régulateur pour le mettre dans la vanne. Le régulateur se serre avec une clé, en faisant attention de tourner le bouton de pression dans le sens inverse des aiguilles d’une montre.
- Branchez le tuyau de gaz et le débitmètre et ouvrez le robinet du réservoir doucement, tournez un quart de tour, c’est généralement suffisant.
- Vérifiez à l’oreille qu’il n’y a pas de fuite.
- Réglez le débit du gaz en manœuvrant le régulateur.
Réglez l’intensité du soudage

Ce réglage se fait en fonction de l’épaisseur de la pièce à souder. Plus le métal est épais, plus l’intensité du courant est forte.
En coordonnant bien votre action sur la pédale, vous aurez moins de problèmes par rapport à l’intensité.
Voici quelques exemples de valeurs courantes selon l’épaisseur : pour 1.6 mm : 30 à 120 ampères, pour 2.4 mm : entre 80 et 240 ampères et pour 3.2 : de 200 à 380 ampères.
Le soudage des pièces
Nettoyez vos pièces
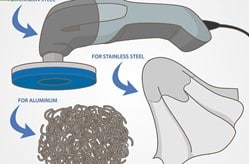
Il faut que la surface soit propre avant de souder.
- Vous décaperez une pièce en acier de carbone avec une meule ou une sableuse.
- Pour l’alu, la brosse métallique en acier inoxydable est parfaite.
- Si la pièce est en acier inoxydable, vous l’essuyez avec un chiffon et un solvant que vous rangerez à l’abri avant de souder.
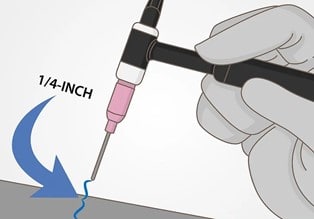
Insérez l’électrode dans la pince de serrage
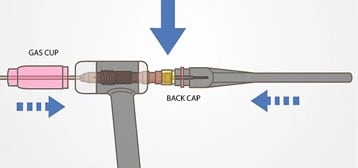
Dévissez la partie arrière du support pour électrode et insérez l’électrode. Ensuite, revissez la partie que vous avez enlevée, l’électrode dépasse généralement de 6 mm de la gaine de protection de la pince.
Assemblez les pièces
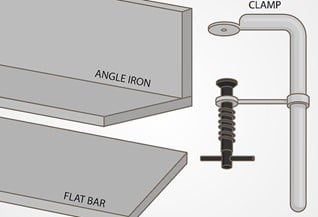
Fixez les pièces avec une barre plate et des pinces de serrage ou un fer d’angle.
Pointez les pièces ensemble
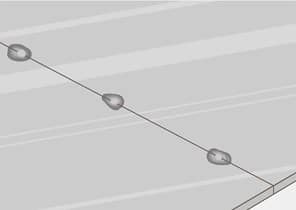
Faites des points de soudure pour maintenir les pièces avant de réaliser la soudure complète. Vous les placez le long du joint de soudure à quelques centimètres les uns des autres.
Prenez la torche TIG avec une main
Il faut la maintenir en formant un angle à 75° et il faut que l’électrode soit à moins de 0.5 cm des pièces que vous soudez.
Ne touchez pas les pièces avec l’électrode pour ne pas contaminer la soudure.
Apprenez à contrôler la température de soudage avec la pédale

La largeur du bain de fusion est d’environ 0.5 cm. Il faut essayer de le maintenir ainsi pour que l’opération de soudage soit bien terminée.
Prenez l’électrode d’apport dans l’autre main
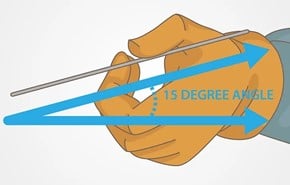
Maintenez-la à l’endroit où le métal sera chauffé par la torche pour qu’elle fasse un angle de 15° avec l’horizontale.
Chauffez le métal de base avec la torche
La chaleur va créer un bain de fusion qui vous servira à souder les deux pièces.
- Quand le bain de fusion touche les deux pièces, il faut remplir le joint avec le métal d’apport dans un mouvement rapide pour éviter de faire des bourrelets.
- Le métal d’apport sert à renforcer le cordon de soudure.
Faites progresser le bain de soudure
Déplacez l’arc électrique dans la direction voulue. Dans ce procédé, vous poussez le bain de fusion dans le sens opposé à celui de l‘inclinaison de la torche.
Bougez votre main exactement comme un gaucher tient son crayon, comme quand vous faites une soudure MIG, les deux angles sont inclinés vers la droite. Le gaucher fait pareil puisqu’il tient son crayon de manière inclinée vers la gauche alors qu’il le pousse à droite.
Terminez votre soudure en faisant avancer le bain de fusion.
À lire aussi :
- Comment s’habiller pour bricoler sans danger ?
- Tour à métaux : utilisation et chariotage d’une pièce
- Meuleuse d’angle : fonctionnement et prise en main de l’appareil
- Défonceuse : fonctionnement et comment bien choisir ?
- Bien utiliser une défonceuse : guide complet
Les images proviennent du site : https://fr.wikihow.com/faire-une-soudure-TIG







